
Классификация резцов для токарного станка по металлу — виды, назначение. Виды токарных резцов по металлу: выбор и классификация Резец технические характеристики
К основным режущим инструментам, используемым при , относится резец, геометрические параметры которого определяют его технические возможности, точность и эффективность обработки. Разбираться в таких параметрах должен любой специалист, решивший посвятить себя токарному делу, поскольку правильный выбор углов резца увеличивает как продолжительность эксплуатации инструмента, так и производительность обработки.
Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе , и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Углы резцов для токарной обработки
Чтобы правильно определять углы токарного инструмента, их точные величины, их рассматривают в так называемых исходных плоскостях.

- Основная плоскость параллельна направлениям подач токарного резца (продольной и поперечной) и совпадает с его опорной поверхностью.
- Плоскость резания включает главную режущую кромку и проходит по касательной по отношению к поверхности обработки. Эта плоскость перпендикулярна к основной.
- Главная секущая плоскость пересекает главную режущую кромку и располагается перпендикулярно по отношению к проекции, которую данная кромка откладывает на основную плоскость. Есть еще и вспомогательная плоскость секущего типа, которая, соответственно, перпендикулярна проекции, откладываемой на основную плоскость вспомогательной режущей кромкой.
Как уже говорилось выше, измеряются именно в данных плоскостях и те из них, которые измеряют в плоскости, называемой главной секущей, обозначают как главные. Это, в частности, главный передний, главный задний углы, а также углы заострения и резания.

Одним из важнейших считается главный задний угол токарного резца, который минимизирует трение, возникающее при взаимодействии задней поверхности инструмента с деталью, которую в данный момент обрабатывают (а значит, уменьшает нагрев резца и продлевает срок его службы). Образуется этот угол поверхностью резца (главной задней) и плоскостью резания. Выбирая данный угол при заточке инструмента, учитывают тип обработки и материал заготовки. При этом следует знать, что сильное увеличение размера заднего угла приводит к быстрому выходу токарного резца из строя.
Прочность и стойкость режущего инструмента, усилия, возникающие в ходе обработки, определяются параметрами переднего угла. Он находится между передней поверхностью токарного резца и плоскостью, в которой расположена главная режущая кромка (эта плоскость перпендикулярна плоскости резания). При заточке токарного резца, учитывают ряд факторов, влияющих на величину данного угла:
- материал заготовки и самого инструмента;
- форму передней поверхности;
- условия, в которых резец будет использоваться.

Увеличение значения переднего угла, с одной стороны, позволяет улучшить чистоту обработки, а с другой – провоцирует снижение прочности и стойкости токарного резца. Такой угол, получаемый в результате заточки, может иметь положительное и отрицательное значение.
Токарные резцы с передними углами, которые имеют отрицательные значения, отличаются высокой прочностью, но выполнять обработку такими инструментами затруднительно. Обычно заточку с передним углом, который имеет положительное значение, используют, когда предстоит обработка заготовки из вязкого материала, а также когда материал изготовления инструмента отличается высокой прочностью.
Резцы с передними углами, имеющими отрицательное значение, применяют при обработке материалов с высокой твердостью и прочностью, при выполнении прерывистого резания, когда материал изготовления инструмента не обладает достаточной прочностью на изгиб и плохо воспринимает ударные нагрузки.
Параметрами, характеризующими геометрию резца для токарной обработки, также являются углы резания и заострения. Угол резания, величина которого может варьироваться в пределах 60–100 0 , находится между поверхностью инструмента, называемой передней, и плоскостью резания.
Величина данного угла напрямую зависит от твердости, которой обладает обрабатываемый металл: чем она выше, тем больше его значение. Угол заострения полностью соответствует своему названию, он измеряется между главной передней и главной задней поверхностями инструмента и характеризует степень заострения его вершины.
Характеризуют токарный резец и углы в плане. Это главный, измеряемый между направлением продольной подачи и проекцией, которую откладывает главная режущая кромка на основную плоскость, и вспомогательный, образуемый проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.

При заточке указанные углы выбираются не произвольно, а в зависимости от типа токарной обработки и жесткости, которой обладает система «станок – инструмент – заготовка». Так, обработку большей части металлов можно проводить инструментами с главным углом в плане, равным 45 0 , но тонкие и длинные заготовки следует обрабатывать резцами, у которых величина этого угла находится в промежутке 60–90 0 . Это необходимо для того, чтобы исключить прогиб и дрожание детали.
Вспомогательный угол в плане одновременно коррелирует с чистотой обработки и со стойкостью резца. С его уменьшением возрастает чистота обработки и увеличивается стойкость инструмента.
Помимо рассмотренных выше в геометрии токарных резцов различают углы.
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др. Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д. Элементы резца показаны на рисунке. Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе. Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
 Для определения углов резца установлены понятия: плоскость резания и основная
плоскость. Плоскостью резания называют плоскость, касательную к поверхности
резания и проходящую через главную режущую кромку резца (смотри рисунок).
Основной плоскостью называют плоскость, параллельную направлению продольной
и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (смотри рисунок). Главные
углы резца измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной
проекции главной режущей кромки на основную плоскость.
Для определения углов резца установлены понятия: плоскость резания и основная
плоскость. Плоскостью резания называют плоскость, касательную к поверхности
резания и проходящую через главную режущую кромку резца (смотри рисунок).
Основной плоскостью называют плоскость, параллельную направлению продольной
и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (смотри рисунок). Главные
углы резца измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной
проекции главной режущей кромки на основную плоскость.

Главным задним углом α называется угол между главной задней поверхностью резца и плоскостью резания. Углом заострения β называется угол между передней и главной задней поверхностями резца. Главным передним углом γ называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Сумма углов α+β+γ=90 градусов. Углом резания δ называется угол между передней поверхностью резца и плоскостью резания. Главным углом в плане φ называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. Углом при вершине в плане ε называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Вспомогательным задним углом α1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости. Углом наклона главной режущей кромки λ называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости. Резцы классифицируются: по направлению подачи - на правые и левые (правые резцы на токарном стане работают при подаче справа налево, т. е. перемещаются к передней бабке станка); по конструкции головки - на прямые, отогнутые и оттянутые (смотри рисунок);

Резцы: а - прямые, б - отогнутые, в - оттянутые
по роду материала - из быстрорежущей стали, твердого сплава и т. д.; по способу изготовления - на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка - из инструментального материала, а стержень - из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически); по сечению стержня - на прямоугольные, круглые и квадратные; по виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (смотри рисунок).

Токарные резцы для различных видов обработки:
а - наружное обтачивание проходным отогнутым резцом, б - наружное обтачивание прямым проходным резцом, в - обтачивание с подрезанием уступа под прямым углом, г - прорезание канавки, д - обтачивание радиусной галтели, е - растачивание отверстия, ж, з, и - нарезание резьбы наружной, внутренней и специальной
У резца различают главные углы, вспомогательные углы и углы в плане.
Главные углы измеряются в сечении главной секущей плоскости А-А (рис. 13), которая перпендикулярна к проекции главной режущей кромке на основную плоскость.
g - главный передний угол – угол между передней поверхностью и плоскостью, перпендикулярной к плоскости резания.

Рисунок 7 – Элементы резца Рисунок 8 – Поверхности и плоскости
при токарной обработке

Рисунок 9 – Углы токарного резца
С увеличением угла g инструмент легче врезается в материал, снижается сила резания и расход мощности, повышается качество обрабатываемой поверхности. С другой стороны чрезмерное увеличение угла g снижает прочность главной режущей кромки и увеличивает ее износ. Величина g обычно составляет 0 - 15 о, а при обработке твердых материалов и ударных нагрузках передний угол может быть отрицательным и достигать – 10 о.
a – главный задний угол – угол между главной задней поверхностью и плоскостью резания. Угол a предназначен для уменьшения трения между главной задней поверхностью и поверхностью резания, что снижает износ инструмента. Чрезмерное увеличение угла приводит к снижению прочности режущего лезвия. Обычно он составляет 6 – 12 о.
b – угол заострения (угол клина), находится между передней и главной задней поверхностью резца (a +b +g = 90 о).
d - угол резания , находится между передней поверхностью и плоскостью резания (d = a + b ).
Вспомогательные углы определяются в сечении вспомогательной секущей плоскостью Б-Б, которая проходит перпендикулярно к проекции вспомогательной режущей кромки на основную плоскость.
a 1 - вспомогательный задний угол , который находится между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости. Угол уменьшает трение между вспомогательной задней поверхностью резца и обработанной поверхностью заготовки. Он составляет обычно 3 – 5°.
К вспомогательным углам относят обычно угол наклона главной режущей кромки l , который определяется между главным режущим лезвием и плоскостью, проходящей через вершину резца параллельно основной плоскости (рис. 14). Угол определяет направление схода стружки и колеблется от + 5 о до - 5 о. Если l = 0, стружка сходит по оси резца, если l < 0 – стружка сходит в направлении подачи, при l > 0 стружка сходит в направлении, обратном направлению подачи. Направление схода стружки существенно при работе на станках-автоматах. С увеличением l качество обработанной поверхности ухудшается.

Рисунок 10 – Углы наклона главной режущей кромки
Углы в плане определяются в основной плоскости на виде сверху.
j - главный угол в плане - угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. С уменьшением j шероховатость обработанной поверхности уменьшается. Одновременно уменьшается толщина и увеличивается ширина срезаемого слоя, что снижает износ инструмента, однако возможно возникновение вибрации в процессе резания и снижение качества обработанной поверхности. Угол j изменяется в широком диапазоне от 0 о до 95 о.
j 1 – вспомогательный угол в плане – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратном движению подачи. С уменьшением угла j 1 шероховатость уменьшается, увеличивается прочность вершины резца и снижается его износ. У проходных резцов угол j 1 составляет обычно 10 о -30 о.
e - угол при вершине - угол между проекцией главной и вспомогательной режущих кромок на основную плоскость (j +j 1 +e =180 о).
Из рассмотренных углов только b , l иe являются постоянными и не зависят от установки резца. Остальные углы изменяются по величине в зависимости от положения вершины резца относительно центров станка (a, a 1 , j ) или поворота резца в резцедержателе (j, j 1 ).
Режущее лезвие резца не всегда прямолинейно. Для обработки фасонных поверхностей, а иногда и в других случаях, главное режущеелезвие делается криволинейным.
Передняя поверхность резца может иметь три формы (рис. 15): плоскую без фаски, рекомендуемую при обработке серого чугуна, однако она может быть использована и для других материалов (см. рис. 15 а); плоскую с фаской - при токарной обработке стали с большими подачами (см. рис. 15 б); криволинейную с фаской - для резцов всех типов при обработке пластичных материалов (см. рис. 15 в).
Форма головки резца, величина углов, форма передней поверхности и режущего лезвия, размеры сечения резца существенно отражаются на процессе резания. Они влияют на величину сил, температуру резца, что, в свою очередь, должно учитываться при определении режимов резания.

Рисунок 11 – Форма передней поверхности резца
Основным режущим инструментом токаря является резец. Рабочая часть резца имеет форму клина - простейшего орудия, известного человеку еще с древних времен. Усилия, приложенные к клину, по закону механики значительно увеличиваются на его рабочих поверхностях. Когда величина давления на клин превысит силу сцепления частиц материала, происходит расцепление материала. Работа резца имеет много общего с работой клина.
Резец (рис. 7) состоит из двух частей: головки, т. е. режущей части, и стержня (тела), которым резец закрепляется в резцедержателе.
Головка имеет следующие элементы: переднюю поверхность, по которой сходит стружка; задние поверхности (главная и вспомогательная), обращенные к обрабатываемой заготовке; режущие кромки: главную (образованную пересечением передней и главной задней поверхностями), вспомогательную (образованную пересечением передней и вспомогательной задней поверхностями); вершину резца - место сопряжения главной и вспомогательной режущих кромок.
Вершина резца может быть острой или закругленной.
Для того чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, высокую производительность труда, необходимо правильно выбрать геометрию резца, т. е. величины углов и форму передней поверхности.
К основным углам резца (углам рабочего клина) относятся (рис. 8): передний угол у (гамма), главный задний угол а (альфа), угол заострения Р (бета) и угол резания 6 (дельта). Передний угол у служит для облегчения процесса образования и схода стружки. В зависимости от прочности и твердости обрабатываемого материала, а также материала режущей части резца и других факторов передний угол может быть от 0 до 30°. Главный задний угол а служит для уменьшения трения между резцом и поверхностью заготовки, назначается в пределах 6-12°.
Углом заострения (3 называется угол между передней и задней поверхностями резца.
Углом резания б называется угол между передней поверхностью резца и плоскостью, касательной к поверхности резания (это сумма углов а + р). Углами в плане называются углы между кромками резца и направлением подачи (рис.9). Величина углов в плане <р и фі влияет на стойкость резца и качество обработанной поверхности. Числовые значения углов рабочего клина и углов в плане резца принимаются по справочным таблицам в зависимости от условий обработки. Подробные сведения о геометрии резца приведены в главе 17.
Современные производители станочного оборудования предлагают различные образцы агрегатов, которые находят свое применение в различных отраслях промышленности и производства. Изготовление мебели - сложный процесс, в котором без специальных устройств не обойтись. …
По закону сохранения энергии энергия, затраченная на процесс резания, не может исчезнуть: она превращается в другой вид -в тепловую энергию. В зоне резания возникает теплота резания. В процессе резания больше …
Особенностью современного технического прогресса является автоматизация на базе достижений электронной техники, гидравлики и пневматики. Главными направлениями автоматизации являются применение следящих (копировальных) устройств, автоматизация управления станками и контроля деталей. Автоматическое управление …
Работа 1
Токарные резцы
1. Части и элементы резца
При обработке резанием применяют режущие инструменты разнообразных форм и конструкций. Простейшей формой режущего инструмента является токарный резец (рис. 1). Резец имеет рабочую часть – головку Б, на которой расположены режущие элементы, и державку А, предназначенную для установки и закрепления резца на станке (в резцедержателе).
Рис. 1. Элементы режущих инструментов
Заточкой создаются клинообразная форма головки резца для лучшего внедрения в обрабатываемый материал. На головке резца расположены ее рабочие элементы (см. рис. 1): 1 –передняя поверхность; 3 –главная и 4 –вспомогательная задние поверхности 2 –главная и 6 –вспомогательная режущие кромки; 5 –вершина резца.
2. Поверхности на обрабатываемой детали, координатные
и секущие плоскости
На обрабатываемой детали (заготовке) различают следующие поверхности (рис. 2, а ): 1 –обрабатываемая, 2 –обработанная и 3 –поверхность резания. Для определения углов резца рассматривают следующие координатные плоскости:
Основная плоскость (ОП) – плоскость, проходящая через основание державки резца (рис. 2, а ).
Плоскость резания (ПР) – проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость (N – N ) – плоскость, перпендикулярная к проекции главного режущего лезвия на основную плоскость (рис. 2, б ).

Рис. 2. Координатные и секущие плоскости
Вспомогательная секущая плоскость (N 1 – N 1) – плоскость, перпендикулярная к проекции вспомогательного режущего лезвия на основную плоскость. На рис. 2, б показаны следы плоскости N – N и N 1 – N 1 .
3. Углы токарного резца
Углы резца определяют положение в пространстве элементов его рабочей части. Эти углы называют углами резца в статике и показаны на рис. 3. Совокупность углов резца составляет его геометрию .

Рис. 3. Углы резца в статике
В главной секущей плоскости измеряют главный передний угол γ, главный задний угол α, угол заострения β и угол резания δ (рис. 3).Главный передний угол - угол, заключенный между передней поверхностьюрезца и плоскостью перпендикулярной к плоскости резания, проведенной через главную режущую кромку. На рис. 3 он положительный, но может быть равным нулю или иметь отрицательное значение.
Главный задний угол α - это угол, заключенный между главной задней поверхностью резца и плоскостью резания.
Углом заострения β называют угол, заключенный между передней иглавной задней поверхностями.
Углыγ, α и βназывают главными углами , так как они определяют геометрию режущего клина. Сумма этих углов составляет 90˚, т.е.γ + α + β = 90˚.
Величины углов γи α находятся в пределах: γ = –10…+15˚; α = 6–12˚.
Положение вспомогательной задней поверхности определяется вспомогательным задним углом α 1 (в сечении N 1 – N 1).
Углы в плане измеряются в основной плоскости.
Главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане φ 1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине ε– угол между проекциями режущих кромок на основную плоскость. Сумма углов φ + φ 1 + ε = 180˚. Для проходных резцов φ = 30–90˚; φ 1 = 10–45˚.
Положение главной режущей кромки относительно основной плоскости определяется углом λ – углом наклона главной режущей кромки . Это угол, заключенный между главной режущей кромкой и линией, проведенной через вершину резца параллельно основой плоскости. Угол λ измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
а б в
 Рис.
4
. Углы наклона
главной режущей кромки
Рис.
4
. Углы наклона
главной режущей кромки
Угол λможет быть отрицательным (рис. 4, а ), равным 0 (рис. 4, б ) и положительным (рис. 4, в ). Для токарных резцов λ = –5…+15˚.
Угол λ влияет на направление схода стружки и прочность режущей кромки.
4. Классификация токарных резцов
На токарных станках выполняют много видов обработки, что привело к созданию большого количества резцов по назначению и конструкции. Типы токарных резцов в основном подразделяют по следующим признакам: виду обработки, характеру обработки, форме головки, направлению подачи, способу изготовления и роду материала режущей части.

Рис. 5. Основные типы токарных резцов
На рис. 5 приведены типы резцов по виду обработки. Проходные резцы 1,2 и 3 служат для обтачивания гладких цилиндрических и конических поверхностей. Подрезной резец 4 работает с поперечной подачей при обточке плоских торцовых поверхностей. Широкий проходной резец 5 служит для чистового продольного точения. Расточный резец 6 применяется при растачивании сквозных отверстий, а расточной упорный резец 7 - для растачивания глухих отверстий. Отрезной резец 8 применяется для разрезания заготовки и для протачивания кольцевых канавок. Для нарезания резьбы применяют резьбовой резец 9, а для обточки фасонных поверхностей - резец 10.
По характеру обработки резцы подразделяют на черновые (обдирочные) 2, чистовые 5 и для тонкого точения. По форме головки: прямые 1,3, отогнутые 2, оттянутые 8 и изогнутые.
По направлению подачи их подразделяют на правые и левые. Правые работают с подачей справа налево, а левые - слева направо. По способу изготовления резцы бывают целые, с приваренной встык головкой, с припаянной пластинкой, с механическим креплением режущей пластинки. По применяемому материалу резцы бывают из быстрорежущей стали, с пластинками из твердого сплава или минералокерамики, с кристаллами алмазов.
5. ИЗМЕРЕНИЕ УГЛОВ РЕЗЦА И ОФОРМЛЕНИЕ ОТЧЕТА
Углы γ, α, α 1 , φ, φ 1 , λ измеряют с помощью угломера, а углы β, δ и ε определяют вычислением по формулам: β = 90 0 – (α + γ); δ = α + β и ε = 180 0 – (φ + φ 1).
В отчете необходимо описать основные типы токарных резцов, привести рисунок токарного проходного резца cобозначением частей и элементов резца. Измерить и вычислить углы проходного, подрезного и отрезного резцов и данные занести в табл. 1.
Таблица1.
|
Наименование резца |
Углы резца, град. |
|||||||||
Сделать чертеж токарного проходного резца с необходимыми сечениями и проставить все угловые обозначения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
Какие движения различают при обработке резанием?
Что называют главным движением и движением подачи?
Назовите части и элементы токарного проходного резца.
Какую плоскость называют основной и какую плоскостью резания?
Какая плоскость называется главной секущей и какие углы измеряют в этой плоскости?
Назовите углы в плане.
Как измерить углы в плане?
Какой угол называют углом наклона главной режущей кромки, и на что он оказывает влияние?
Назовите типы токарных резцов и их назначение.
10. Как определить углы заострения резания и при вершине?
Похожие статьи
 Как правильно выращивать лук на головку из севка?
Как правильно выращивать лук на головку из севка?
 Из чего сделать вибратор?
Из чего сделать вибратор?
 Работа ручным фрезером по дереву Какие фрезы
Работа ручным фрезером по дереву Какие фрезы
 Как сделать вибростол для тротуарной плитки своими руками?
Как сделать вибростол для тротуарной плитки своими руками?
 Свет для фотостудии своими руками Как сделать студийное освещение своими руками
Свет для фотостудии своими руками Как сделать студийное освещение своими руками
 Как правильно устанавливать фильтр для воды под мойку
Как правильно устанавливать фильтр для воды под мойку
 Печь голландка своими руками: чертежи и пошаговый метод, как выкладывается порядовка
Печь голландка своими руками: чертежи и пошаговый метод, как выкладывается порядовка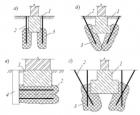 Найти и обезвредить: усиление фундамента своими руками
Найти и обезвредить: усиление фундамента своими руками Как строится теплица своими руками из пластиковых труб: варианты конструкций и технология сборки
Как строится теплица своими руками из пластиковых труб: варианты конструкций и технология сборки Крепление балясин к полу
Крепление балясин к полу