
Значение автоматического станка. Современный токарный станок — путь от идеи к реализации
Восемнадцатый и девятнадцатый века ознаменовались невиданным прежде техническим подъемом. В продолжение полутораста лет было сделано множество блестящих изобретений, созданы новые виды двигателей, освоены новые средства связи и транспорта, придуманы самые разнообразные станки и машины. В большинстве отраслей производства ручной труд был почти полностью вытеснен машинным. Скорость, качество обработки и производительность труда выросли в несколько десятков раз. В развитых европейских странах появились тысячи крупных промышленных предприятий, сложились новые общественные классы - буржуазия и пролетариат.

Прядильная машина на ручной тяге
Промышленный подъем сопровождался крупнейшими социальными сдвигами. В результате Европа, да и весь мир, к концу XIX века неузнаваемо изменилась; жизнь людей уже совсем не походила на ту, что была в начале XVIII столетия. Быть может, впервые в истории технический переворот так зримо и явственно сказался на всех сторонах человеческой жизни.
Между тем начало этой великой машинной революции связано с созданием прядильного автоматического станка - самой первой машины, получившей широкое распространение в производстве. Можно сказать, что прядильная машина оказалась прообразом всех последующих станков и механизмов, и поэтому изобретение ее по своему значению далеко выходило за узкие рамки текстильного и прядильного дела. В каком-то смысле ее появление символизировало собой рождение современного мира.

Ножная прялка в стиле барокко
Прядение в том виде, в каком оно было описано выше, - с помощью ручного веретена и прялки - существовало на протяжении нескольких тысячелетий и оставалось во все это время достаточно сложным и трудоемким занятием. Рука прядильщицы при совершении однообразных движений по вытягиванию, скручиванию и наматыванию нити быстро уставала, производительность труда была низкой. Поэтому значительный шаг в развитии прядения произошел с изобретением ручной прялки, которая появилась впервые в Древнем Риме.
В этом незамысловатом приспособлении колесо a при своем вращении приводило во вращение при помощи бесконечного шнура колесо меньших размеров d, на ось которого было надето веретено b. Процесс прядения на ручной прялке заключался в следующем: правая рука при помощи ручки приводила во вращение большое колесо a, в то время как левая, вытянув прядь из пучка волокон, направляла нить либо наклонно к веретену (тогда она ссучивалась и закручивалась), либо под прямым углом (тогда она сама собой, будучи готова, наматывалась на веретено).

Ручная прялка
Следующим крупным событием в истории прядения стало появление самопрялки (около 1530 г.), изобретателем которой называют каменотеса Юргенса из Брауншвейга. Его прялка приводилась в движение ногами и освобождала для работы обе руки работницы.
Работа на самопрялке проходила следующим образом. Веретено 1 было соединено наглухо с рогулькой 2 и получало движение от нижнего большого колеса 4. Последнее было соединено с блоком, неподвижно укрепленным на веретене. Катушка 3, на одном конце которой был укреплен блок меньшего диаметра, свободно надевалась на веретено. Оба блока получали движение от одного и того же колеса 4, но веретено и рогулька, соединенные с большим блоком, вращались медленнее, чем катушка, соединенная с меньшим блоком. Вследствие того, что катушка вращалась быстрее, происходило наматывание на нее нити, причем скорость наматывающейся нити была равна разности скоростей веретена и катушки. Прядильщица вытягивала рукой волокна из пряслицы и частично закручивала их пальцами. Нить до вступления в рогульку двигалась по оси веретена. При этом она вращалась, то есть закручивалась, и делала полностью то же число оборотов, что и веретено. Пройдя через рогульку 2, нить меняла направление и шла на катушку уже под прямым углом к оси веретена. Таким образом, по сравнению с обычной прялкой, самопрялка позволяла одновременно вытягивать, скручивать и наматывать нить.

Самопрялка Юргенса, 1530 г.. Общий вид и схема работы ее частей

Самопрялка на три нити Леонардо да Винчи
Из процесса прядения здесь уже были механизированы две операции: скручивание нити и наматывание ее на катушку, но вытяжка волокон из пряслицы и частичное закручивание их происходили вручную. Это сильно замедляло всю работу. Между тем в первой трети XVIII века был создан усовершенствованный ткацкий станок Кея, позволявший заметно повысить скорость тканья. На новом станке проворный ткач был в состоянии выткать столько пряжи, сколько поставляли шесть опытных прядильщиков. В результате возникла диспропорция между прядением и ткачеством. Ткачи стали ощущать нехватку пряжи, так как прядильщицы не успевали приготовлять ее в нужном количестве. Пряжа не только сильно вздорожала, но часто ее вообще нельзя было достать ни за какую цену. А рынки требовали все большего количества тканей.
Несколько поколений механиков тщетно ломали голову над тем, как усовершенствовать прялку. На протяжении XVII и первой половины XVIII веков было сделано несколько попыток снабдить самопрялку двумя веретенами, чтобы повысить ее эффективность. Но работать на такой прялке было слишком тяжело, поэтому идея эта не получила распространения. Было ясно, что прясть сразу на нескольких веретенах можно будет лишь тогда, когда будет механизирована сама операция вытягивания волокон.
Эта сложная задача была отчасти разрешена английским механиком Джоном Уайтом, который придумал в 1735 году специальный вытяжной прибор. По словам Маркса, именно эта часть машины определила начало промышленной революции. Не имея средств, Уайт продал права на свое замечательное изобретение предпринимателю Льюису Паулю, который в 1738 году взял на него патент. В машине Пауля и Уайта человеческие пальцы впервые были заменены парой "вытяжных" валиков, вращающихся с разной скоростью. Один валик имел гладкую поверхность, а другой был шероховатый с рифленой поверхностью или обит паклей. Однако прежде чем поступить на валики машины, волокна хлопка должны были пройти предварительную обработку - их необходимо было уложить параллельно друг другу и вытянуть. (Это называлось "расчесыванием" хлопка, или кардованием.)

Кардный цилиндр Пауля для расчесывания пряжи, 1738 г.
Пауль и Уайт постарались механизировать этот процесс и создали специальную чесальную машину. Принцип ее действия заключался в следующем. Цилиндр, снабженный по всей поверхности крючками, вращался в желобе, который на своей внутренней стороне был снабжен зубьями. Волокна хлопка пропускались между цилиндром и желобом и таким образом расчесывались.

Прядильная машина Пауля
После этого пряжа в виде тонкой ленты подавалась в прядильную машину и здесь сначала вытягивалась в вытяжных валиках, а потом поступала на веретено, вращавшееся быстрее валиков, и закручивалась в нить. Первая такая прялка была построена Паулем в 1741 году. Это была первая в истории прядильная машина.
Усовершенствуя свою машину, Пауль и Уайт стали пропускать пряжу через несколько валиков. Вращаясь с разной скоростью, они вытягивали ее в более тонкую нитку. С последней пары валиков нитка поступала на веретено. В 1742 году Уайт соорудил машину, которая пряла сразу на 50 веретенах и приводилась в движение двумя ослами. Как показали дальнейшие события, придуманные им вытяжные валики оказались чрезвычайно удачным нововведением. Но вообще его машина не получила широкого распространения. Она была слишком дорогим и громоздким устройством для ремесленника-одиночки. Острая нехватка пряжи продолжала ощущаться и в последующие годы. Эта проблема была отчасти решена только после создания прядильной машины Харгривса.
Харгривс был ткач. Пряжу для него изготовляла жена, и того, что она успевала напрясть за день, было для него недостаточно. Поэтому он много думал над тем, каким образом можно было бы ускорить работу прядильщиц. Случай пришел ему на помощь. Однажды дочь Харгривса, Дженни, нечаянно опрокинула прялку, однако колесо ее продолжало вертеться, а веретено продолжало прясть пряжу, хотя находилось в вертикальном, а не горизонтальном положении. Харгривс немедленно использовал это наблюдение и построил в 1764 году машину с восемью вертикальными веретенами и одним колесом. Машину он назвал "Дженни" по имени своей дочери. Она не принесла своему создателю ни денег, ни счастья. Напротив, изобретение Харгривса вызвало бурю негодования у прядильщиков - они предвидели, что машина лишит их работы. Ватага возбужденных людей ворвалась однажды в дом Харгривса и разрушила машину. Сам изобретатель и его жена едва успели избежать расправы. Но это, конечно, не могло остановить распространения машинного прядения - буквально через несколько лет "Дженни" пользовались тысячи мастеров.

Прядильная машина Харгривса "Дженни"
Как и машина Уайта, "Дженни" требовала предварительной подготовки хлопковых волокон. Выделка нити происходила здесь из ленточки расчесанного хлопка. Початки с ровницей были помещены на наклонной раме (наклон служил для облегчения сматывания ровницы). Вместо вытяжных валиков Уайта Харгривс применил особый пресс, состоявший из двух брусков дерева. Нитки ровницы с початков проходили через вытяжной пресс и прикреплялись к веретенам. Веретена, на которые наматывалась готовая нить, находились на неподвижной раме с левой стороны станка. В нижней части каждого веретена имелся блок, вокруг которого шел приводной шнур, переброшенный через барабан. Этот барабан расположен был впереди всех блоков и веретен и приводился в движение от большого колеса, вращаемого рукой. Таким образом, большое колесо приводило во вращение все веретена.
Прядильщик одной рукой двигал каретку вытяжного пресса, а другой вращал колесо, приводившее в движение веретена. Работа машины состояла из следующих процессов: пресс закрывался и отводился назад от веретен - в результате происходило вытягивание нити. Одновременно прядильщик вращал колесо, оно приводило в движение веретена, а они закручивали нить. В конце отхода каретка останавливалась, а веретена продолжали вращаться, производя докрутку. После этого каретка подавалась обратно к веретенам, все нити несколько пригибались особой проволокой для того, чтобы они попали в положение наматывания. Во время обратного хода каретки с открытым прессом нити наматывались на веретена вследствие вращения последних.
Вытяжной пресс Харгривса, по существу, заменил руку рабочего. Вся работа свелась в основном к трем движениям: к вращению приводного колеса, к прямолинейному движению каретки взад и вперед и к нагибанию проволоки. Другими словами, человек играл только роль двигательной силы, и поэтому в дальнейшем стало возможным заменить рабочего другими, более постоянными и мощными источниками энергии. Замечательное значение изобретения Харгривса заключалось в том, что оно сделало возможным обслуживание нескольких веретен одним рабочим. В самой первой его машине было всего восемь веретен. Затем он увеличил их количество до 16. Но еще при жизни Харгривса появились машины "Дженни" с 80 веретенами. Эти машины уже не под силу было приводить в действие рабочему, и их стали соединять с водяным двигателем. Благодаря простоте конструкции и дешевизне, а также возможности использовать ручной привод "Дженни" получила широчайшее распространение. К 90-м годам XVIII века в Англии насчитывалось уже более 20 тысяч самопрялок "Дженни". В большинстве своем они принадлежали ткачам-одиночкам. Самые небольшие из них выполняли работу шести или восьми рабочих. Это была первая в истории машина, получившая массовое распространение.
Машина Харгривса отчасти помогла преодолеть прядильный голод и способствовала мощному подъему производства в Англии, однако это было все-таки не совсем то, что требовалось. Вытяжное приспособление "Дженни" оказалось несовершенным. Из-за недостаточной вытяжки пряжа получалась хоть тонкая, но слабая. Для большей прочности полотна ткачам приходилось добавлять в пряжу льняную нитку.
Более удачная машина была создана вскоре Аркрайтом. Она представляла собой соединение вытяжного механизма Уайта с крутильно-наматывающим аппаратом самопрялки Юргенса. По профессии Аркрайт был цирюльником в городе Болтоне в Англии. Большинство его клиентов были мелкие прядильщики и ткачи. Однажды Аркрайт стал свидетелем разговора ткачей, говоривших о том, что полотно ткется из нитей льна вперемежку с нитями хлопка, так как машина Харгривса не в состоянии поставлять много пряжи и нитки ее не обладают достаточной прочностью. Вскоре после этого Аркрайт раздобыл себе машину "Дженни", изучил ее и пришел к убеждению, что сможет построить другую, которая будет прясть скорее и тоньше. Он взялся за дело, и действительно, ему удалось построить прялку, которая совершенно автоматически исполняла все процессы. Прядильщику приходилось лишь следить за тем, чтобы в машину поступало достаточно материала, и соединять порвавшиеся нити.

Прядильная машина Аркрайта, 1769 г.
Работа на машине Аркрайта происходила следующим образом Приводное колесо приводило во вращение веретена с рогульками. Предварительно приготовленная из хлопка ровница находилась на початках, которые помещались на горизонтальном валу в верхней части станка. Ровничная ленточка хлопковых волокон поступала в находящиеся перед початками вытяжные валики. В каждой паре нижний валик был деревянный, рифленый, а верхний - обтянут кожей. Каждая последующая пара валиков вращалась быстрее, чем предыдущая. Верхние валики прижимались грузами к нижним. Вытянутая нить выходила из последней пары валиков, проходила через крючки рогульки и наматывалась на веретено. Для того чтобы получить отставание сидящих на веретенах катушек от рогулек, катушки несколько задерживались шнуром, проходившем через желобки шкивов в нижней части каждой катушки. В результате получались нити такой крепости, что отныне можно было делать ткани из чистого хлопка, без примеси льна. В описываемой машине был полностью осуществлен принцип непрерывности работы, поэтому ее стали называть ватермашиной.
Аркрайт оказался не только удачливым изобретателем, но и ловким дельцом. В сообществе с двумя коммерсантами он построил свою прядильную фабрику, а в 1771 году открыл вторую фабрику в Кромфорде, где все машины приводились в движение водяным колесом. Вскоре фабрика разрослась до размеров крупного предприятия. В 1779 году на ней было несколько тысяч веретен и работало 300 рабочих. Не останавливаясь на этом, Аркрайт основал еще несколько фабрик в разных концах Англии. В 1782 году на него работало уже 5000 рабочих, а его капитал оценивался в 200 тысяч фунтов стерлингов.
Аркрайт продолжал работать над созданием новых машин, которые позволили бы механизировать весь процесс обработки пряжи. В 1775 году он получил патент сразу на несколько вспомогательных механизмов. Главными из них были: кардная машина, подвижной гребень, ровничная машина и питающий прибор. Кардная машина состояла из трех барабанов и служила для расчесывания хлопка. (Это была усовершенствованная машина Уайта.) Подвижный гребень использовался как дополнение к кардной машине - им снимали прочесанный хлопок с барабанов. Ровничная машина превращала расчесанный хлопок в цилиндрическую ровницу, готовую для переработки на прядильной машине. Питающий прибор представлял собой подвижное полотно, которое доставляло кардной машине хлопок для обработки.
В последующие годы слава Аркрайта была омрачена обвинениями в воровстве чужих изобретений. Целый ряд судебных процессов показал, что все запатентованные им машины не были в действительности изобретены им. Так, оказалось, что прядильную ватермашину изобрел часовщик Джон Кэй, кардную машину - Даниэль Борн, питающий прибор - Джон Лис. В 1785 году все патенты Аркрайта были аннулированы, но к этому времени он уже стал одним из самых богатых английских фабрикантов.
В 1772 г. механик Вуд создает машину, где вытяжной прибор неподвижен, а передвигаются веретена, т. е. происходит процесс, обратный тому, который имеет место в машине Харгривса. Здесь лента, являющаяся предметом труда, занимает пассивное положение, а веретено (рабочий инструмент) в значительной мере активизируется. Вытяжной пресс, оставаясь неподвижным, закрывается и открывается, а веретена не только вращаются, но и перемещаются.

Машина Вуда "Билли" (середина XVIII в.)
Последнюю точку в создании универсальной прядильной машины поставил ткач Самуэль Кромптон, который создал так называемую мюль-машину. В ней были соединены принципы работы "Дженни" и ватермашины Аркрайта.

Мюль-машина Кромптона 1774-1779 гг.: 1 - ведущий шкив; 2, 3 - ведомые шкивы; 4 -
каретка; 5 - система капотов и блоков; 6 - барабан; 7 - веретена; 8 - валик; 9 -
рычаг; 10 - катушки; 11 - нить
Вместо пресса Харгривса Кромптон применил вытяжные валики. Кроме того, введена была каретка, двигавшаяся взад и вперед. На каретке помещались веретена. Когда каретка с веретенами отходила от валиков, веретена еще сильнее вытягивали и скручивали нитку. Когда каретка приближалась к валикам, нитка закручивалась и наматывалась на веретено. Тогда как ватермашина делала крепкую, но грубую пряжу, а "Дженни" - тонкую, но некрепкую, мюль-машина Кромптона давала крепкую и вместе с тем тонкую пряжу.
Читайте и пишите полезные
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Гитара сменных шестерен токарного станка Optimum
Гитара советского токарного станка по металлу
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Агрегатные станки позволяют выполнить на одном станке различные виды обработки изделий одновременно несколькими инструментами, что значительно снижает трудоемкость механической обработки деталей.
Однако специальные станки узкоцелевого назначения трудно переключить на другие работы при смене вида продукции. Для устранения этого недостатка стали создавать агрегатные станки, конструируемые из набора различных нормализованных укрупненных узлов-агрегатов.
В XX в. массовое производство сначала получило распространение при изготовлении деталей (болтов, штифтов, гаек, шайб и т.д.). Для производства таких деталей впервые и были созданы станки – автоматы и полуавтоматы. Затем появились продольно-фассонные, фассонно-отрезные, многошпиндельные автоматы. В массовом крупносерийном и отчасти в серийном производстве большое распространение получили токарные полуавтоматы, предназначенные для тяжелых и сложных работ. В таких станках не автоматизированы лишь установка и закрепление заготовок, пуск станка и снятие обработанного изделия.
С 70-х годов XIX в. все эти типы станков развиваются в сторону более узкой дифференциации и специализации. На базе универсального токарного станка создаются горизонтально-расточный, лобовой токарный, карусельно-токарный станки.
Появилось много ответвлений и у других основных станков. В машиностроении этого времени разработка способов резания металлов вообще занимает большое место. Происходит более резкая дифференциация режущих инструментов и режущих деталей станков. Появились так называемые резьбовые фрезы, фасонные резцы, разнообразные зуборезные инструменты, червячные фрезы и т.д.
Механический суппорт получил дальнейшее развитие. Движение суппорта было автоматизировано. Возникли также автоматы и полуавтоматы.
Изменился сам материал, из которого изготовлялись станки. Начали использоваться стали более высоких марок. На режущий инструмент шла теперь инструментальная сталь разнообразных сортов. Она не теряла своей твердости даже при перегреве до красного каления, т.е. до 600°С.
Специализация машиностроения способствовала внедрению в него автоматики, так как сужение функций станка прямо вело к упрощению выполняемых им операций и тем самым создавало благоприятные условия для внедрения автоматических процессов.
Современные высокопроизводительные металлорежущие станки построены на широком использовании принципов многоинструментности и многопозиционности, специализированы и часто предназначаются для выполнения определенной операции.
Впервые автоматическая станочная линия была установлена в Англии в 1923-1924 гг. для механической обработки блоков цилиндров и других крупных деталей. Она выполняла 53 операции и обрабатывала 15 блоков в час, обслуживалась 21 оператором.
Впервые в Советском Союзе станочная линия была создана в 1939 г. на Волгоградском тракторном заводе для обработки роликовых втулок гусеничных тракторов. Была построена на базе 5 модернизированных станков ручного управления.
Во время второй мировой войны, в послевоенные годы автоматические станочные линии агрегатных станков получили широкое распространение.
Успехи науки и техники позволили перейти от отдельных поточных автоматических линий к автоматическим цехам, затем - к автоматическим заводам.
В 1956 г. на Первом ГПЗ вошел в строй цех с двумя автоматическими линиями по производству шариковых и роликовых подшипников. Полностью автоматизированы все операции механической и термической обработки колец подшипников, контроля, сборки, антикоррозийной обработки, упаковки и удаления стружки. В результате производственный цикл сократился в 4 – 5 раз, производительность одного рабочего выросла в 2 раза.
В 1949 г. в СССР впервые в мире был построен автоматический завод по производству поршней, который обслуживают 9 рабочих в смену, выпуск 3500 поршней в сутки.
3.5.3 Внедрение электропривода в машиностроении
Электродвигатель оказался не только экономичнее, но и компактнее, он занимал меньше места и требовал гораздо меньше к себе внимания рабочего во время работы. Он был и более безопасным.
Вообще-то нечто подобное было известно еще в рабовладельческой Элладе за несколько сотен лет до нашей эры. Принцип получения тел вращения, при котором необходимо вращать заготовку, прикасаясь к её поверхности более прочным и остро заточенным предметом, придумать оказалось легко.
Не было и проблем с источником энергии, поскольку здоровых и крепких рабов наличествовало в избытке. В более цивилизованные времена привод такого станка осуществлялся туго натянутой тетивой от лука. Но тут имелось существенное ограничение – скорость оборотов падала по мере раскручивания тетивы, поэтому в Средние века появились модели токарных станков с ножным приводом.
Устройство и принцип работы токарного станка с ЧПУ
Весьма отдалённо они напоминали швейную машинку — потому, что включали в себя традиционный кривошипно-шатунный механизм. Это оказалось весьма позитивным сдвигом: вращающаяся заготовка теперь не имела попутных колебательных движений, заметно усложняя работу мастера, и ухудшая качество обработки.
Вместе с тем к началу XVI века токарный станок по-прежнему имел ряд существенных ограничений:

- Держать резец следовало вручную, поэтому при продолжительной обработке металла рука токаря сильно уставала.
- Поддерживающий длинные заготовки люнет крепился отдельно от станка, а поэтому его установка и поверка были довольно длительными.
- Проблема удаления стружки так и не была решена: требовался подмастерье, который время от времени смахивал стружку с руки мастера.
- Не был решён и вопрос равномерного перемещения резца по мере обработки: всё определялось квалификацией и опытом мастера.
Последующие несколько сотен лет были истрачены на конструирование привода вращения подвижного центра станка, в котором крепилась обрабатываемая заготовка. Наиболее удачной оказалась конструкция Жана Бессона, который впервые применил для этих целей водяной привод.
Станок оказался довольно громоздким, но именно на нём впервые была нарезана резьба. Произошло это в середине XVI века, а уже через несколько лет механик Петра I Андрей Нартов изобрёл механизированный станок, на котором можно было нарезать резьбу с изменяемой скоростью вращения подвижного центра. Характерной особенностью станка Нартова оказалось также наличие сменного блока шестерён.
Кто же изобрёл суппорт?

Суппорт – ключевой узел современного токарного станка, всё остальное могло в той или иной степени быть заимствовано из других механизмов. Вместе с тем имея приспособление для точного перемещения металлорежущего инструмента вдоль обрабатываемой поверхности, причём по всем трём координатам, можно было бы говорить о полнофункциональном станке для производства токарных работ. Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно.
Что говорит о приоритете Андрея Нартова?

- В копировальном станке Нартова самоходный суппорт появился в 1712 году, в то время как Генри Модсли представил свой вариант только в 1797 году.
- Совместное перемещение копира и суппорта в варианте станка Нартова впервые производилась при помощи одного механизма – ходового винта.
- Изменение скорости поперечной подачи технически обеспечивалось разным шагом резьбы на ходовом винте.
Термин «суппорт» (от французского слова support – поддерживаю) впервые ввёл в обиход Шарль Плюме, а уже станок, построенный его соотечественником Жаном Вокансоном, практически походил на тот, с которым ныне работают все токари.
У этого механизма появились точные для своего времени V-образные направляющие, а суппорт имел возможность перемещаться не только в поперечном, но и в продольном направлениях. Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.
Это существенно суживало технологические возможности оборудования: например, была невозможной токарная обработка заготовок, которые имели разную длину. Да и вообще выполнять какие-либо другие операции, кроме нарезки резьбы на винтах, болтах и пр.
И тут на исторической сцене появляется Генри Модсли.
Универсальный токарный станок – время пришло
Во многих отраслях человеческой созидательной деятельности пальма первенства достаётся тому, кто не столько изобрёл нечто, но ещё и смог при этом аналитически верно обобщить опыт предыдущих поколений. Генри Модсли – не исключение.

Нет оснований утверждать, что Модсли примитивно украл схему суппорта у Андрея Нартова. Да, во времена Петра I не особо приветствовались связи с Англией, но зато крепкими были взаимоотношения с Голландией. Но учитывая то, что голландцы, в свою очередь, часто принимали у себя английских предпринимателей и просто мастеров, вполне вероятно, что об изобретении Нартова очень скоро стало известно и на берегах туманного Альбиона (хотя Модсли и сам мог узнать о станке Нартова, поскольку в те годы занимался строительством паровых машин для России).
Величие Генри Модсли в другом – он представил на суд заинтересованных лиц (а в Англии к тому времени промышленная революция шла полным ходом) концепцию первого, по-настоящему универсального станка для выполнения различных токарных операций. Оборудования, в котором органично были решены все проблемы токарного способа обработки изделий.
 Токарные станки Генри Модсли Первый суппорт у Модсли имел крестообразную конструкцию: для перемещения по направляющим имелись два ходовых винта. Но в 1787 году Модсли кардинально изменил порядок движений инструмента и заготовки: последняя оставалась неподвижно закреплённой, а вдоль её образующей теперь скользил суппорт. Для реализации этого изменения Модсли соединил один из ходовых винтов суппорта с передней бабкой при помощи зубчатой передачи (тот нюанс, до которого не додумался Нартов). В результате нарезание резьбы стало выполняться автоматически, а вручную производился лишь отвод суппорта после обработки детали.
Токарные станки Генри Модсли Первый суппорт у Модсли имел крестообразную конструкцию: для перемещения по направляющим имелись два ходовых винта. Но в 1787 году Модсли кардинально изменил порядок движений инструмента и заготовки: последняя оставалась неподвижно закреплённой, а вдоль её образующей теперь скользил суппорт. Для реализации этого изменения Модсли соединил один из ходовых винтов суппорта с передней бабкой при помощи зубчатой передачи (тот нюанс, до которого не додумался Нартов). В результате нарезание резьбы стало выполняться автоматически, а вручную производился лишь отвод суппорта после обработки детали.
Добавив позже в станок комплект сменных зубчатых колёс, Модсли добился того, что теперь присуще любому токарному станку – универсальности и технологического удобства работы.
Видео: Управление токарным станком
станка́, м.
1. Машина для обработки каких-л. материалов (металла, дерева и т. п.) или для изготовления, производства чего-л. из них.
Токарный станок. Фрезерный станок. Типографский станок. Ткацкий станок. Станок с числовым программным управлением. Производительность станка. Ремонт станка. Перевести станок в автоматический режим. Встать за станок
(стать рабочим на производстве).теоретическая производительность станка
См. .
2. Приспособление, устройство для каких-л. работ.
Станок для гнутья дуг. Станок для промывки золота.
мультипликационный станок
См. .
3. Приспособление для бритья с безопасной бритвой.
Одноразовый станок. Станок с плавающим лезвием. Бриться станком. Сменить кассету на станке.
4. Воен. Основание, на котором укреплено орудие, пулемет.
Станок зенитки. Для защиты боевого расчета от пуль и осколков на верхнем станке установлен щиток.
5. Иск. Деревянный треножник с вращающейся круглой или квадратной доской-подставкой для укрепления холста, установки каркаса, скульптурного материала (при работе над картиной, скульптурой).
Снять со станка картину. На станках стояли незаконченные скульптуры.
6. Спец. Опорное приспособление для некоторых тренировочных занятий.
Балерина занимается у станка. Прицельный станок для обучения стрельбе.
7. Театр. Часть декорационной установки, служащая для создания на сцене различных возвышений, площадок и т. п.
Театральные мобильные станки с регулируемой высотой. Максимальная монтажная высота станка.
8. Агро. Приспособление, в которое ставят животное (для ковки, лечения и т. п.).
Подковать лошадь в станке. Машинная дойка коров осуществляется в станках.
9. Агро. Отдельное отгороженное помещение для животного в конюшне, коровнике и т. п.; стойло.
Станок для телят. Станок для свиньи с поросятами.
Похожие статьи
 Как правильно выращивать лук на головку из севка?
Как правильно выращивать лук на головку из севка?
 Из чего сделать вибратор?
Из чего сделать вибратор?
 Работа ручным фрезером по дереву Какие фрезы
Работа ручным фрезером по дереву Какие фрезы
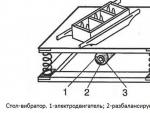 Как сделать вибростол для тротуарной плитки своими руками?
Как сделать вибростол для тротуарной плитки своими руками?
 Свет для фотостудии своими руками Как сделать студийное освещение своими руками
Свет для фотостудии своими руками Как сделать студийное освещение своими руками
 Как правильно устанавливать фильтр для воды под мойку
Как правильно устанавливать фильтр для воды под мойку
 Печь голландка своими руками: чертежи и пошаговый метод, как выкладывается порядовка
Печь голландка своими руками: чертежи и пошаговый метод, как выкладывается порядовка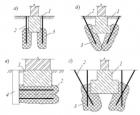 Найти и обезвредить: усиление фундамента своими руками
Найти и обезвредить: усиление фундамента своими руками Как строится теплица своими руками из пластиковых труб: варианты конструкций и технология сборки
Как строится теплица своими руками из пластиковых труб: варианты конструкций и технология сборки Крепление балясин к полу
Крепление балясин к полу